Pour les lames circulaires, faut-il choisir l'acier rapide ou le carbure ?
May 15, 2026
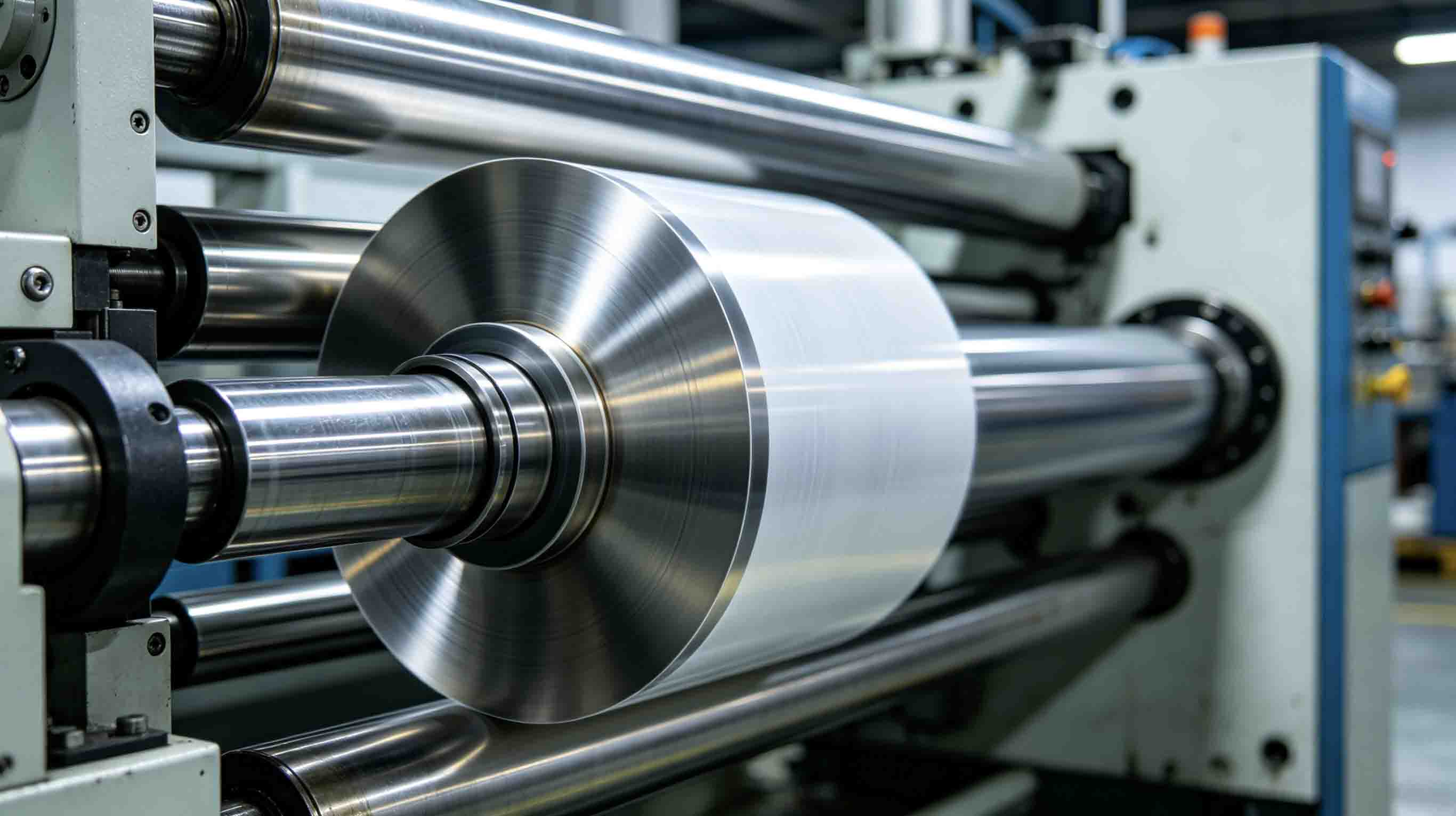
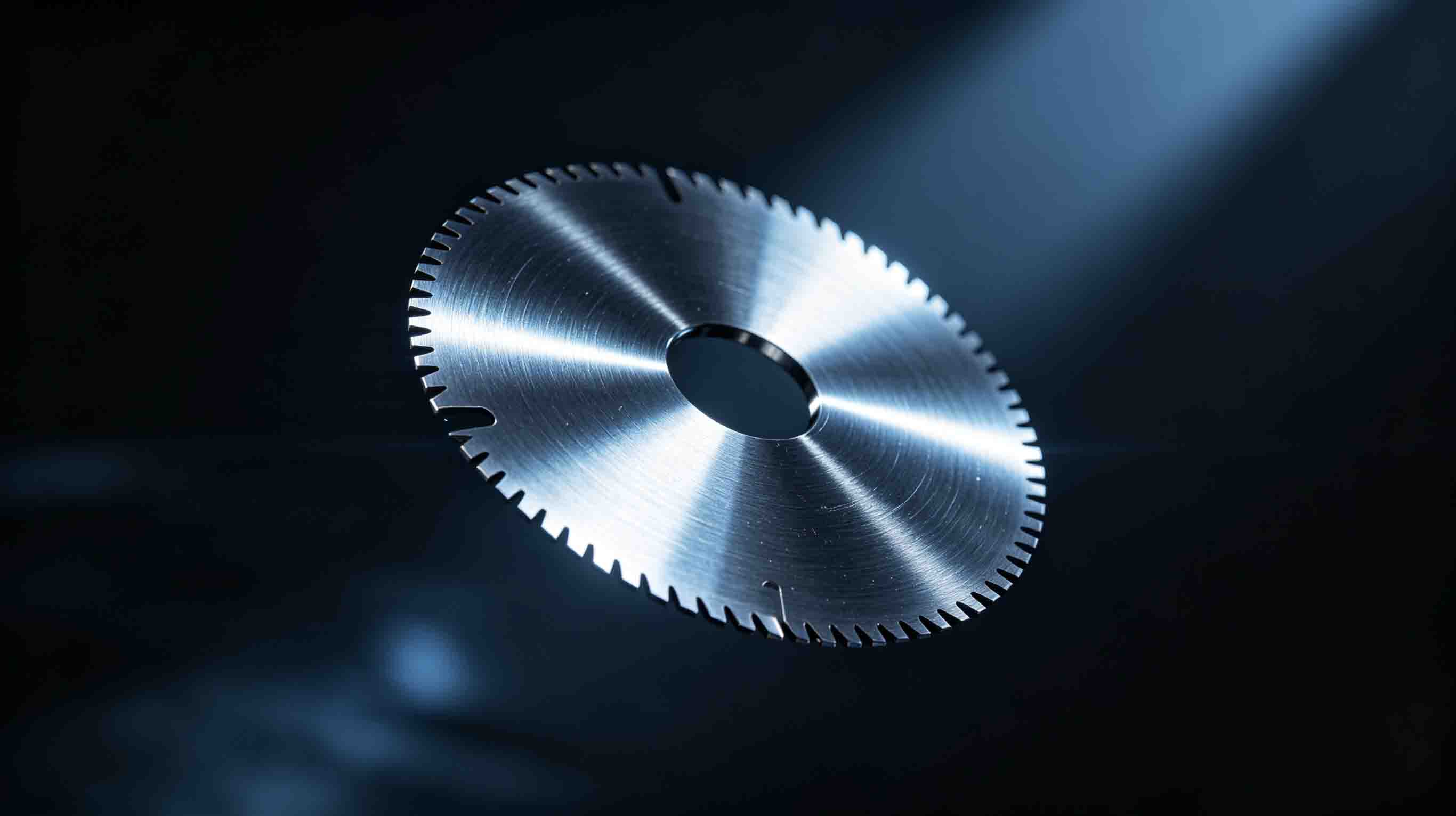
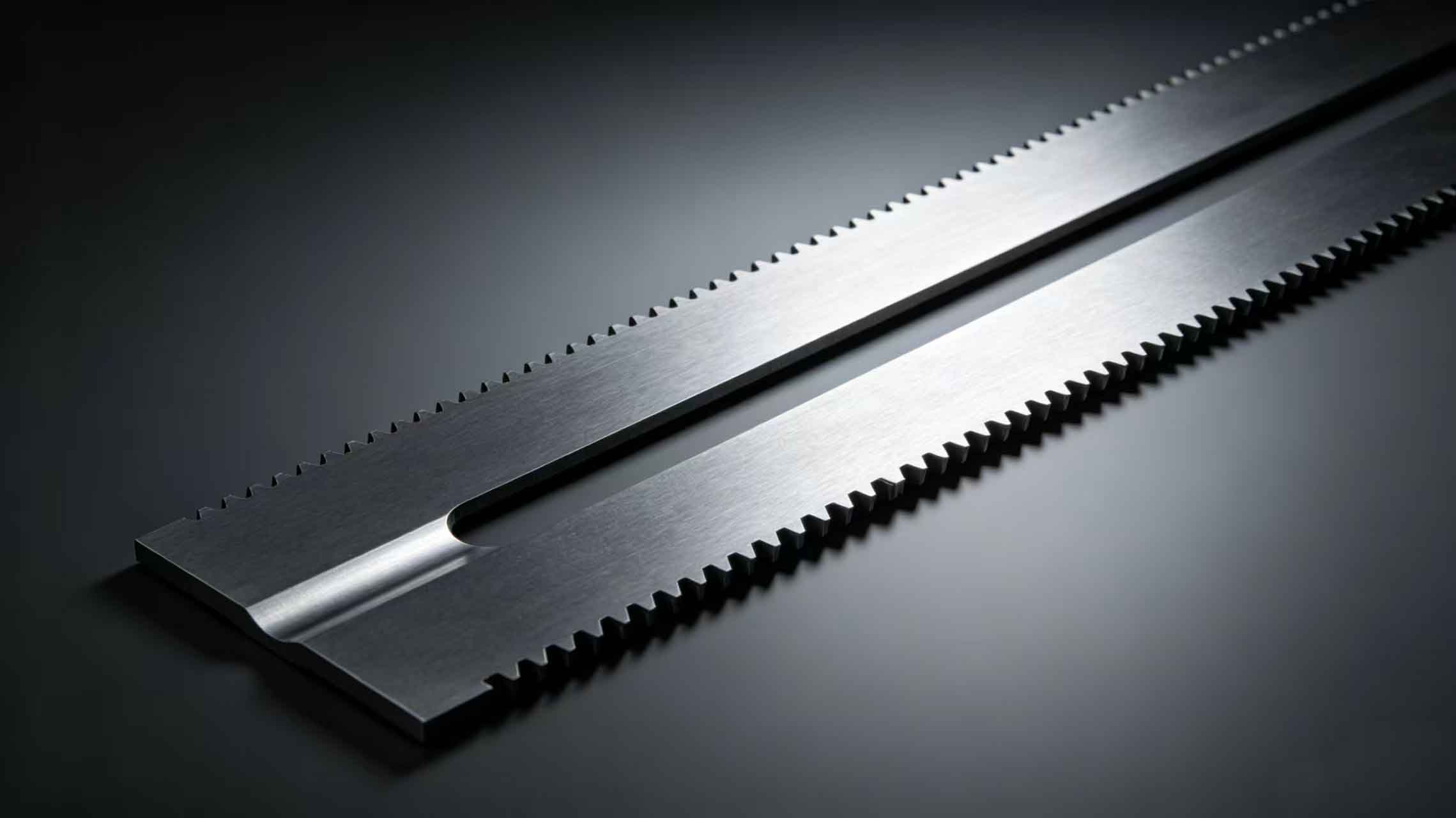
Lors de la personnalisation lames circulairesLe choix du matériau est primordial pour déterminer les performances et le coût d'une lame. L'acier rapide et le carbure sont les deux matériaux les plus couramment utilisés, mais leurs caractéristiques, leurs applications et leurs prix diffèrent considérablement. Un choix judicieux permet d'obtenir un résultat optimal avec un effort réduit de moitié. À l'inverse, un mauvais choix peut diviser par deux la durée de vie de la lame ou endommager l'équipement. Forte de plusieurs années d'expérience dans l'utilisation des matériaux, la société Mingbai Mechanical Tool Technology Co., Ltd. vous propose une comparaison détaillée des avantages et des inconvénients de ces deux matériaux afin de vous aider à faire le meilleur choix. 1. Lames circulaires en acier rapide : la robustesse avant tout L'acier rapide est un acier à outils allié à des éléments tels que le tungstène, le molybdène, le chrome et le vanadium. Parmi les nuances représentatives, on peut citer M2, M35, M42 et ASP2053. AvantagesL'acier rapide présente une excellente ténacité, une grande résistance aux chocs et une faible tendance à l'écaillage. Il est particulièrement adapté aux applications soumises à des charges d'impact, notamment lorsque l'épaisseur du matériau varie fortement ou en présence de joints. Son aptitude au réaffûtage est excellente, avec une faible dégradation des performances même après de nombreux cycles d'affûtage, ce qui lui confère une longue durée de vie. À spécifications égales, le prix de l'acier rapide est environ deux à trois fois inférieur à celui du carbure. De plus, l'acier rapide est facile à usiner et permet la fabrication de lames sur mesure de formes complexes et de formes spéciales. InconvénientsL'acier rapide présente une résistance à l'usure relativement insuffisante. Lors de la coupe de matériaux très abrasifs tels que la fibre de verre ou l'acier au silicium, il s'use assez rapidement. Sa dureté à chaud est limitée ; lors de la coupe à grande vitesse, si la température dépasse 550-600 °C, il se ramollit. Scénarios applicablesL'acier rapide convient au refendage des métaux courants tels que l'acier au carbone ordinaire, l'acier inoxydable, le cuivre et l'aluminium. Il est adapté aux conditions de travail présentant d'importantes variations d'épaisseur ou des joints, aux applications nécessitant des réaffûtages fréquents et à la fabrication de lames mécaniques de formes complexes. 2. Lames circulaires en carbure : la résistance à l’usure est primordiale Le carbure est un matériau composite fabriqué à partir de carbure de tungstène et d'un liant tel que le cobalt, par métallurgie des poudres. Parmi les nuances représentatives, on peut citer YG6X, YG8, YG15 et KD20. AvantagesLe carbure possède une dureté extrêmement élevée, atteignant HRA 89-93,5, équivalente à HRC 70-78, et une excellente résistance à l'usure. Sa dureté à chaud est très bonne et se maintient à des températures élevées de 800 à 1000 °C, ce qui le rend idéal pour la coupe à grande vitesse. Dans les mêmes conditions de travail, la durée de vie des lames en carbure est généralement 3 à 10 fois supérieure à celle des lames en acier rapide. InconvénientsLe carbure présente une faible ténacité, une grande fragilité et une faible résistance aux chocs. Il est sujet à l'écaillage au contact de zones dures ou de variations d'épaisseur brusques. Son coût est élevé, le prix des matières premières et la complexité de sa mise en œuvre dépassant largement ceux de l'acier rapide. L'affûtage est difficile, nécessitant des meules diamantées spécifiques, et son coût est élevé. Scénarios applicablesLe carbure est adapté aux matériaux très abrasifs tels que les tôles d'acier au silicium, les panneaux de fibre de verre et les matériaux composites. Il convient au refendage à grande vitesse (plus de 150 mètres par minute), aux matériaux ultra-minces (moins de 0,3 millimètre) exigeant des arêtes extrêmement affûtées et résistantes à l'usure, ainsi qu'aux lignes de production automatisées nécessitant une durée de vie ultra-longue et une fréquence de changement de lame réduite. 3. Comparaison des caractéristiques En termes de dureté, l'acier rapide (HSA) présente une dureté Rockwell C (HRC) de 58 à 67, tandis que le carbure affiche une dureté Rockwell C (HRA) de 89 à 93,5, équivalente à celle de l'acier rapide (HSA) de 70 à 78, ce qui le rend nettement plus dur. L'acier rapide offre une excellente résistance aux chocs, contrairement au carbure. En revanche, l'acier rapide présente une bonne résistance à l'usure, tandis que le carbure est excellent. Concernant la dureté à chaud, l'acier rapide ne supporte que 550 à 600 °C, tandis que le carbure peut résister à des températures de 800 à 1000 °C. L'affûtage de l'acier rapide est aisé et peut être réalisé avec des meules ordinaires, contrairement à celui du carbure qui est plus complexe et nécessite des meules diamantées. Le coût de l'acier rapide est faible, tandis que celui du carbure est élevé, environ 3 à 5 fois supérieur. Enfin, en termes de durée de vie, si l'on prend l'acier rapide comme référence, le carbure peut atteindre une durée de vie 3 à 10 fois supérieure. 4. Comment choisir? Il convient tout d'abord de déterminer si les conditions de travail impliquent des chocs. Si la variation d'épaisseur du matériau dépasse ± 10 %, s'il présente des marques de soudure ou des joints, ou si la rigidité de l'équipement est insuffisante, il est préférable d'opter pour de l'acier rapide. Deuxièmement, tenez compte de l'abrasivité du matériau. Pour l'acier au silicium, la fibre de verre et les matériaux composites, il convient d'utiliser du carbure. Pour la coupe continue de l'acier inoxydable, les deux types d'acier sont acceptables, mais l'acier rapide offre un meilleur rapport qualité-prix. Pour l'acier au carbone ordinaire, le cuivre et l'aluminium, l'acier rapide est suffisant. Enfin, tenez compte des exigences de vitesse et de durée de vie. Si la vitesse dépasse 150 mètres par minute, ou si une ligne de production automatisée exige une fréquence de changement de lame réduite, le carbure est à privilégier. Si le budget est limité et que des changements de lame fréquents sont acceptables, l'acier rapide constitue un choix judicieux. 5. Solutions de combinaison de matériaux de Mingbai Technology Nous proposons un large choix de matériaux, notamment lames en alliage, lames en acier inoxydableNous proposons des lames circulaires et des solutions composites sur mesure. Les lames circulaires à pointe carbure sont constituées d'un corps en acier rapide et d'un tranchant à pointe carbure, alliant robustesse et résistance à l'usure. L'acier rapide revêtu utilise des revêtements PVD tels que TiAlN ou AlCrN appliqués sur un substrat en acier rapide, ce qui multiplie par 2 ou 3 sa résistance à l'usure tout en offrant un excellent rapport qualité-prix. Le carbure à gradient utilise une forte teneur en cobalt sur le tranchant pour une ténacité accrue et une faible teneur en cobalt au centre pour une dureté élevée, assurant ainsi un équilibre optimal entre résistance aux copeaux et résistance à l'usure. 6. Étude de cas Une usine de refendage de tôles d'acier au silicium utilisée à l'origine lames circulaires en acier rapide Les lames étaient changées tous les deux jours. Après le passage aux lames en alliage de carbure, l'intervalle de changement de lame est passé à 15 jours. Bien que le coût par lame ait augmenté, le temps d'arrêt total a diminué de 70 % et les coûts globaux ont baissé de 45 %. Une autre usine de fils et câbles a utilisé par erreur des lames en carbure pour le refendage de bandes de cuivre. Au contact des joints de matériaux, un écaillage important s'est produit. Après le retour à l'acier rapide, le problème a été résolu. lames personnaliséesLe problème a été immédiatement résolu. Conclusion Il n'existe pas de solution absolue entre l'acier rapide et le carbure ; il s'agit plutôt de choisir le matériau le plus adapté. La robustesse, l'aptitude à l'affûtage et le faible coût de l'acier rapide en font le matériau de prédilection pour la plupart des applications courantes. La résistance à l'usure et la dureté à chaud du carbure sont irremplaçables dans les environnements abrasifs et à grande vitesse. Mingbai Mechanical Tool Technology Co., Ltd. vous propose gratuitement une recommandation pour le choix du matériau optimal en fonction de vos besoins spécifiques, de votre équipement et de votre budget.Site web : www.mingbaiblade.com

 E-mail
: Mb@mingbaiblade.com
E-mail
: Mb@mingbaiblade.com Tel.: +86-13855519988
Tel.: +86-13855519988










 Réseau IPv6 pris en charge
|
Plan du site
|
Xml
|
politique de confidentialité
Réseau IPv6 pris en charge
|
Plan du site
|
Xml
|
politique de confidentialité


 fr
fr