Lorsque le tranchant d'une lame circulaire s'émousse, est-il plus rentable de l'affûter soi-même ou de la renvoyer à l'usine pour réparation ?
May 07, 2026
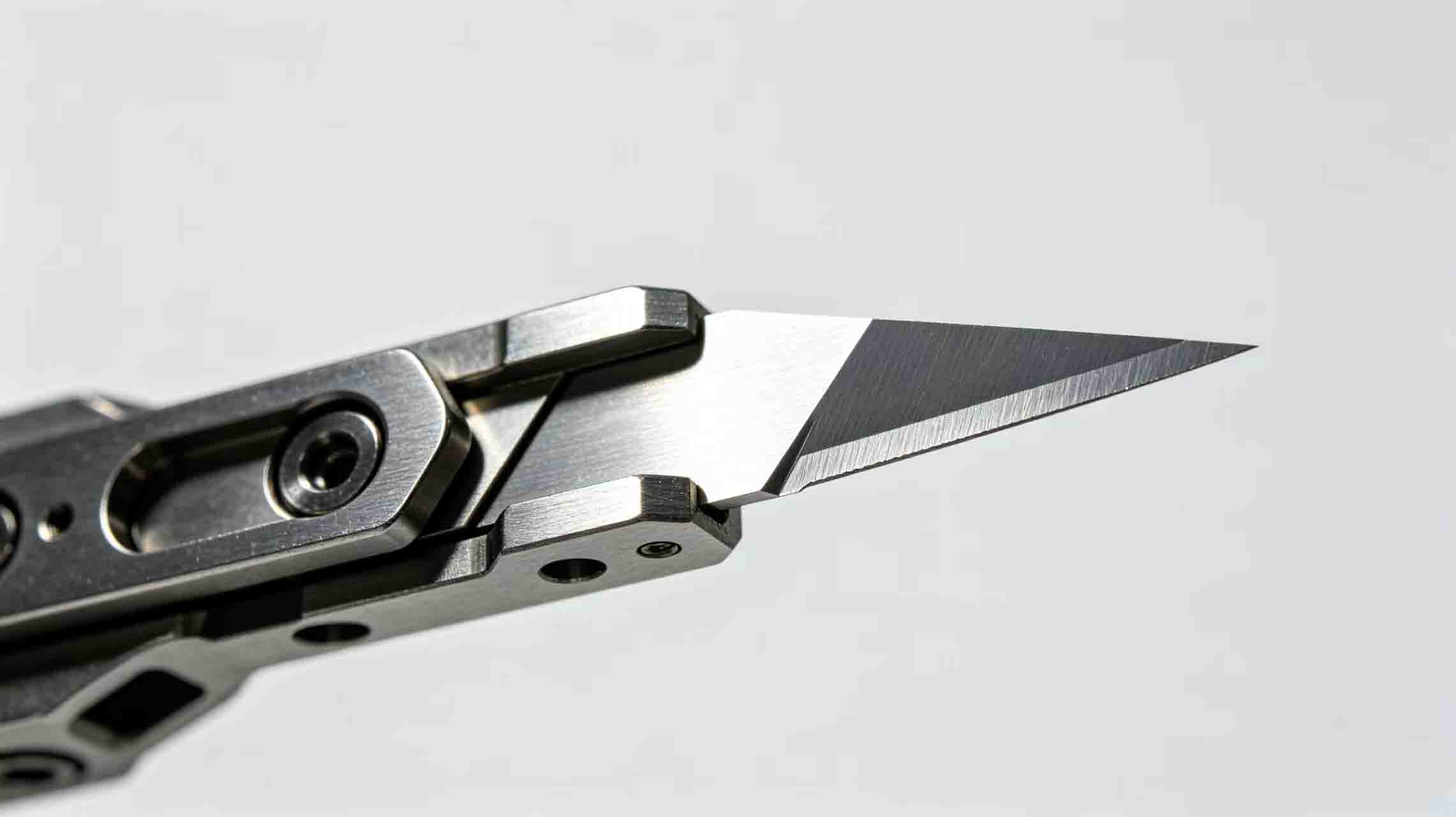
Sur la chaîne de production, lorsque le bord d'une lame circulaire, lame de refendageLorsque la lame d'un outil en alliage s'émousse, de nombreux utilisateurs pensent instinctivement : « Je vais simplement l'affûter avec une meule. » Ce type de réparation d'urgence semble permettre d'économiser du temps et de l'argent, mais, d'après de nombreux cas, Mingbai Mechanical Tool Technology Co., Ltd. a constaté que la grande majorité des affûtages non professionnels entraînent en réalité une usure prématurée de la lame, pour un coût total bien supérieur à celui d'une réparation en usine. Cet article calcule le rapport coût-efficacité et vous fournit des conseils scientifiques. 1. Les coûts cachés de l'affûtage à faire soi-même 1. Modification de la géométrie des bords Lorsqu'un opérateur utilise une meuleuse portative ou une meuleuse d'angle, il est impossible de contrôler précisément l'angle de coupe. Un angle initial de 25 degrés peut atteindre 30 ou 40 degrés, ce qui entraîne une augmentation de la résistance à la coupe et une plus grande production de chaleur, des bavures plus importantes sur le bord du matériau, voire des arrachements, et une diminution de la durée de vie de la lame, qui s'émousse rapidement. 2. Provoquer un revenu des arêtes Le meulage à grande vitesse génère de la chaleur, et la température localisée sur le bord peut dépasser la température de revenu, environ 550 degrés Celsius pour l'acier rapide. Au microscope, on observe une zone de revenu secondaire ou une zone surchauffée, avec une chute de dureté de 5 à 10 HRC. Ce dommage est irréversible. lame de machine de précision est effectivement abandonnée. 3. Destruction de la concentricité et de la planéité L'affûtage manuel ne garantit pas la perpendicularité entre la lame et l'axe. Après installation, le faux-rond peut dépasser 0,05 millimètre, alors que la norme ne doit pas excéder 0,005 millimètre, ce qui provoque des vibrations, des bavures et endommage l'axe de la lame. 4. Risques pour la sécurité Meuler une lame en rotation à la main comporte un risque élevé de blessure. De plus, la poussière métallique générée par le meulage est nocive pour les poumons si elle est inhalée. 2. La valeur professionnelle de la réparation en usine La réparation en usine ne se limite pas à l'affûtage. Elle comprend un ensemble complet de processus. Tout d'abord, un nettoyage et un dégraissage sont effectués à l'aide d'un nettoyeur à ultrasons afin d'éliminer l'huile et les résidus adhérents de la surface de la pale. Ensuite, le faux-rond est mesuré à l'aide d'un comparateur à cadran et d'un outil d'alignement pour évaluer la déformation et déterminer la quantité de matière à enlever. L'étape principale consiste en un meulage de précision par commande numérique (CNC), réalisé à l'aide d'une rectifieuse CNC à cinq axes afin de restaurer la géométrie d'origine, avec une précision de ± 0,1 degré. Ensuite, une passivation des arêtes est effectuée par brossage ou sablage pour éliminer les micro-rayures et prévenir l'écaillage prématuré. Si nécessaire, une restauration du revêtement peut être effectuée par réapplication d'un revêtement résistant à l'usure à l'aide d'un équipement de dépôt physique en phase vapeur (PVD). Enfin, une machine de mesure tridimensionnelle et un duromètre réalisent un contrôle final afin de garantir la conformité de tous les indicateurs aux normes. Chez Mingbai Technology, un lame circulaire Une lame réparée en usine peut récupérer plus de 95 % de sa durée de vie initiale, et sa durée de vie totale après plusieurs réparations peut atteindre deux à trois fois celle d'une lame neuve. 3. Comparaison des coûts : Affûtage soi-même vs Réparation en usine L'affûtage soi-même ne semble pas engendrer de coûts directs, mais comporte d'énormes risques cachés. Si la lame est mise au rebut en raison d'un angle incorrect, d'un mauvais trempage ou d'un faux-rond excessif, la perte correspond à la valeur totale de la lame. Utiliser un lame en alliage Prenons l'exemple d'un outil d'une valeur de 500 RMB : sa mise au rebut en raison de son auto-affûtage entraîne une perte de 500 RMB, plus une perte de production due à une à deux heures d'arrêt de production et le risque potentiel de blessure pour l'opérateur. En revanche, une réparation en usine coûte généralement entre 20 et 35 % du prix d'une lame neuve. Avec une lame à 500 RMB, chaque réparation coûte environ 150 RMB. Cette même lame peut être réparée trois à cinq fois. Le coût total de cinq réparations s'élève donc à 500 RMB pour la lame neuve, plus cinq réparations à 150 RMB chacune, soit un total de 1 250 RMB. Cependant, la durée de vie totale obtenue équivaut à celle d'une lame neuve plus cinq réparations, soit six fois la durée de vie d'une lame neuve. Le coût moyen par utilisation n'est que de 208 RMB. Ce calcul ne tient même pas compte de la valeur ajoutée de la réparation en usine : géométrie professionnelle pour une qualité de coupe constante, restauration du revêtement pour une durabilité accrue et rapports d’inspection pour chaque lame réparée. De toute évidence, le coût par utilisation d’une réparation en usine est bien inférieur au risque lié à un affûtage manuel. 4. Dans quels cas pouvez-vous effectuer vous-même un traitement simple ? Dans un nombre très limité de situations, vous pouvez effectuer vous-même l'ébavurage de la pierre, mais les conditions suivantes doivent être strictement respectées : Le tranchant ne doit présenter que de minuscules bavures, sans usure ni ébréchure visibles. Utilisez une pierre à huile fine de grain 1000 ou plus et poncez délicatement le long de l'angle initial du tranchant à plusieurs reprises afin d'éliminer uniquement les bavures. N'utilisez aucun outil électrique, notamment les meuleuses d'établi, les meuleuses d'angle ou les ponceuses à bande. Portez des gants anti-coupures et des lunettes de sécurité pendant l'opération. Dans tous les autres cas, notamment si le tranchant est visiblement arrondi, ébréché, ou si le revêtement se décolle ou est déformé, la lame doit être renvoyée à un fabricant professionnel pour réparation. 5. Services de réparation de Mingbai Technology Nous proposons des services de réparation en usine complets pour les lames circulaires, les lames de refendage, les lames en acier inoxydable et les lames de refendage sur mesure : Délai d'exécution rapide : Réparation effectuée et expédition sous 48 heures après réception de la lame. Rapport de réparation : Chaque lame est accompagnée de données comparatives avant/après réparation concernant l'angle, le faux-rond et le rayon de courbure. Application d'un nouveau revêtement : Un nouveau revêtement PVD (TiN, TiAlN ou DLC, par exemple) peut être appliqué si nécessaire. Réparations multiples : Une même lame peut être réparée trois à cinq fois sans endommager le substrat. Garantie à vie : Si une lame présente une défaillance prématurée suite à notre processus de réparation, nous la remplaçons gratuitement par une lame neuve. 6. Étude de cas Dans une usine de pièces automobiles, on utilisait autrefois une meuleuse d'angle pour affûter les lames de ses machines à refendre. L'opérateur, souhaitant obtenir un tranchant plus fin, a affûté la lame quelques secondes de trop, provoquant une surchauffe et un revenu localisés. Après installation, le tranchant s'est ébréché en moins de deux heures et a même rayé la surface de l'arbre de la lame, ce qui a nécessité un arrêt de production de deux jours pour réparation. Après avoir opté pour le service de réparation de l'usine Mingbai, l'entreprise a mis en place le cycle d'utilisation circulaire de ses lames suivant : utilisation d'une lame neuve, renvoi en réparation lorsqu'elle s'émousse, réutilisation, puis nouveau renvoi. En moyenne, chaque lame a été réparée quatre fois, chaque réparation ne coûtant que 25 % du prix d'une lame neuve. Sur une année, les coûts totaux d'outillage ont diminué de 63 % et aucun accident lié à un affûtage incorrect n'a été constaté. Conclusion Lorsqu'une lame circulaire s'émousse, la renvoyer en usine pour réparation est la solution la plus économique. L'utilisation d'équipements professionnels, le contrôle précis de l'angle, la passivation scientifique et la restauration optionnelle du revêtement sont autant d'opérations impossibles à réaliser manuellement sur site. Mingbai Mechanical Tool Technology Co., Ltd. recommande de confier ces tâches à des professionnels. Si l'ébréchure de la lame ne dépasse pas un millimètre, elle peut être remise à neuf en usine. Résultat : un coût réduit, une meilleure qualité et une sécurité accrue.Site web : www.mingbaiblade.com

 E-mail
: Mb@mingbaiblade.com
E-mail
: Mb@mingbaiblade.com Tel.: +86-13855519988
Tel.: +86-13855519988











 Réseau IPv6 pris en charge
|
Plan du site
|
Xml
|
politique de confidentialité
Réseau IPv6 pris en charge
|
Plan du site
|
Xml
|
politique de confidentialité


 fr
fr